Abstract: Table top drilling Machine solution from INVT represents multi-purpose operation in metal drilling, milling boring etc.Table Servo Drilling & Tapping Machine have one servo motor & spindle controlled by VFD. servo and VFD control system can set the spindle rotation speed, depth, pitch, position and feed rate freely by touch screen within the program, ideal for hole drilling or tapping.
Keywords: TS633 PLC, VS07 HMI, EtherCat flex IO’s and DA200 servo.
I. Introduction

Table top drilling Machine
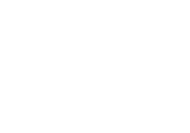
Operated through the combination of direct, encoder-based feedback of servo drive for the longitudinal axis, PLC, feed-end limit switches, sensors etc., ensures that the knurling operation takes place as programmed with repeat accuracy & with the least human intervention. Machine operational status monitoring and operation are controlled through HMI.
Configurations and protocals used in system device to device for operation:
VS-QE:
* PLC to HMI RS485 communication protocol used.
* Data can be read and write through HMI to the PLC.
* Operation process of machine can be monitored in HMI.
* System alarms and IO details can be monitored in HMI.
TS PLC:
• Machine operation is controlled by the PLC, As per the logic written in the PLC.
• Used ladder language for the sequencial logic development.
• Servo is controlling through motion controller Ethercat mode.
• PLC to VFD RS485 communication protocol used for data read and write. ON/OFF controlling through PLC digital input and output.
• PLC input and command getting thriugh the operator panel.
DA200:
• Servo Ethercat mode, which is controlled through PLC motion controller.
• With this ethercat mode accuracy and response is high.
• Ethercat mode hardware connection to PLC and servo are so simple and neat, using a ethernet cable for full control.
GD200A:
* Wall mounting done.
* Speed controlling through the RS485 communication.PLC to drive.
* ON/OFF controlled through PLC DI/DO.
* Drive running in 80% current at machine’s full load.
II. Project information and Solution
1. Project information:Table top drilling machine with servo position
Customer demand - The customer had to make controlled chamfer on drilled hole of an Aluminum components. The chamfer had controlled depth for rivet seating. The depth control on the chamfer had to be maintained within 30 microns for correct. The customer was using a hand operated drilling machine with mechanical dead stop. The depth control was very difficult in this setup and was set up time was.
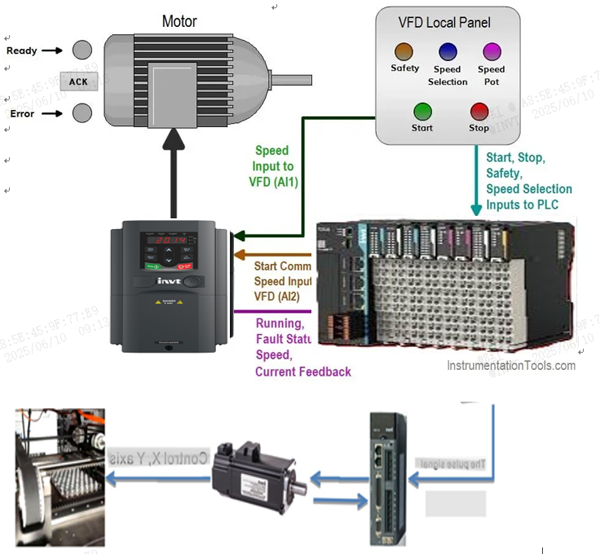
Solution - This now has been replaced by our machine which has a 1.5HP spindle with 500-2800 RPM stepless speed variation through VFD interface. The depth, feed and rapid return of the tool is by the servo motor coupled to ball screw. The touch screen HMI can be used to program the spindle speed, drill feed, rapid return and dwell.
Drilling positions and process
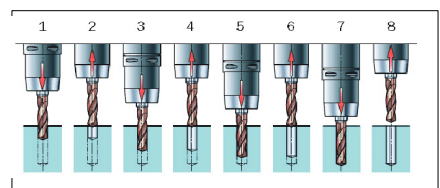
Control Panel
2. INVT solution
| NO | Product | Qty |
| 1 | SV DA200-1R0-4 | 1 |
| 2 | TS635 PLC | 1 |
| 3 | VS07-QE | 1 |
| 4 | VFD GD200A-2R2G-4 | 1 |
III. Main advantages
• Repeated positioning accuracy is controlled in 2um or less to meet the customer's requirements.
• Spindle speed and servo movement speed can be controlled through HMI.
• Position and speed and cycle counts can be monitored in HMI screen.
VI. Conclusion
All the PLC, HMI, VFD and servo are successfully used in this application, processes, and performance, accuracy and stability all meet the process requirement. This concludes our research on the Automatic Peck Drilling Machine with Servo Drive and Motor by summarizing the key findings, insights, and takeaways. It offers an authoritative viewpoint on the significance and future prospects of this innovative drilling te

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list