In today's rapidly evolving logistics and packaging industry, corrugated boxes have firmly established themselves as a mainstream packaging material due to their low cost and excellent protective properties. Their production efficiency and quality directly determine whether enterprises can stand out in the fiercely competitive market.

The corrugated paper production line operates like a precision assembly line, transforming raw paper into various corrugated products, with corrugated boxes being the most common. This process involves two core stages: The Front-end focuses on forming corrugated paper, where equipment like the paper splicer, single-face machine, gluing machine, and double-face machine gradually operate; The Back end handles precision processing: longitudinal cutters make exact divisions, cross cutters trim to specifications, and gantry stackers efficiently arrange the products. Among these, the cross cutter stands as the production line's core process equipment, determining its maximum production efficiency. So, how does the INVT system solution achieve the remarkable transformation of corrugated paper on this high-efficiency line, meeting enterprises' comprehensive demands for cross cutters? Let's uncover the intelligent secrets behind it.
1. Project Background
1. Large cutting width and high motor power make single-motor drive impractical, requiring multiple motors for counter-drive
2. High demands for cutting precision and speed necessitate specialized algorithmic electronic cams
3. Significant vibration at the cross-cutting station and large fluctuations in the spindle encoder result in low cross-cutting accuracy
To address these challenges, the company decided to implement the INVT system solution, aiming to achieve an efficient and intelligent upgrade of the cross-cutting machine.
2. Equipment Principle
The cross-cutting machine achieves precise cutting through the coordinated operation of mechanical transmission and electronic control systems. Its core principles include:
* Paper Feeding and Measurement:
The feed rollers drive the cardboard to move at a constant speed. The measuring wheel (or encoder) monitors the cardboard displacement in real time, converting the length signal into an electrical signal that is fed back to the control system.
* Knife Shaft Drive:
The upper and lower knife shafts are driven by servo motors, achieving synchronized rotation via gears or synchronous belts. The linear speed of the knife shafts must precisely match the cardboard's movement speed to ensure clean, straight cuts.
* Cutting Execution:
When the cardboard reaches the preset length, the control system triggers the blade shaft to rotate. The blade completes the cutting action within the synchronized angle, after which the shaft resets to await the next cut.
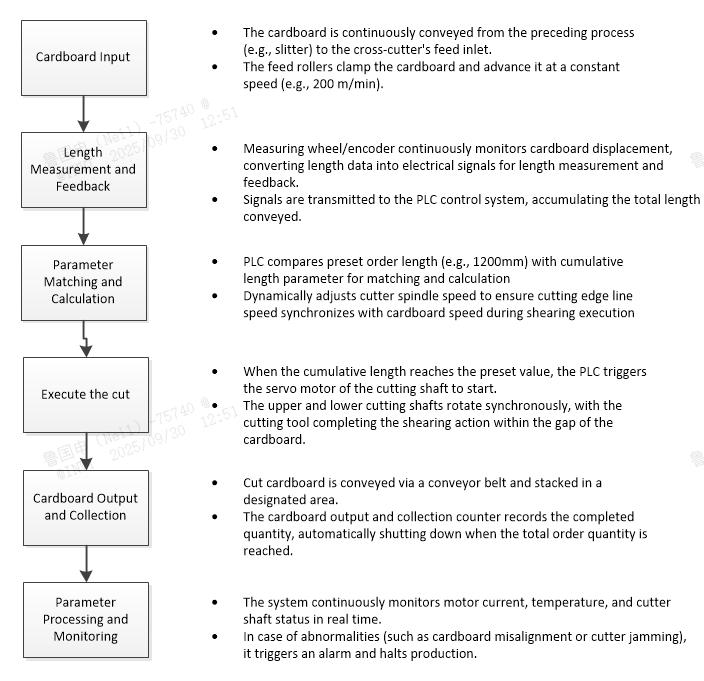
▲ Process Flow Diagram for Corrugated Box Cross-Cutting Machine▲
3. Solution Architecture
3.1 Considerations and Challenges:
- Large cutting width and high motor power require multi-motor synchronized operation
* During wide-width cutting (e.g., ≥2.5m), the cutter shaft is prone to deformation due to self-weight and uneven torque distribution, compromising cutting precision.
* High-power motors (e.g., ≥60kW) generate surge currents during start-up and braking, impacting the power grid and mechanical structure.
* Multi-motor synchronous operation requires balanced torque distribution to prevent overload or mechanical damage from uneven loads.
- High cutting precision and speed demands specialized electronic cam algorithms
* At high cutting speeds (e.g., ≥250m/min), paper cutting accuracy must be controlled within ±0.5mm.
* Electronic cam algorithms must compute cutting-axis phase in real time to prevent cutting deviations caused by computational delays.
High vibration at cross-cutting stations and encoder fluctuations impact cross-cutting precision.
* During high-speed cutting (e.g., ≥250m/min), paper cutting precision error must be controlled within ±0.5mm.
* Electronic cam algorithms must compute cutting-axis phase in real time to prevent cutting deviations caused by computational delays.
3.2 Solution Approach:
Integrate mechanical structure and drive control to address deformation and multi-motor coordination issues. Employ symmetrical blade shaft support and preload devices to enhance rigidity; utilize motor vector control for low-speed high-torque performance. Ensure power balance through multi-motor power balancing and torque distribution techniques. Simultaneously configure energy feedback units to recover braking energy, balancing efficiency and stability.
Enhance dynamic control precision through algorithm-hardware synergy. Time-reference-based electronic cam algorithms synchronize tool and spindle axes, while feedforward control compensates inertia. Hardware employs 23-bit encoders and high-performance FPGA/DSP for improved response and detection accuracy. Combined with air spring damping, dynamically balanced tool axes, and vibration compensation algorithms, this dynamically eliminates noise and adjusts positioning to ensure high-speed precision.
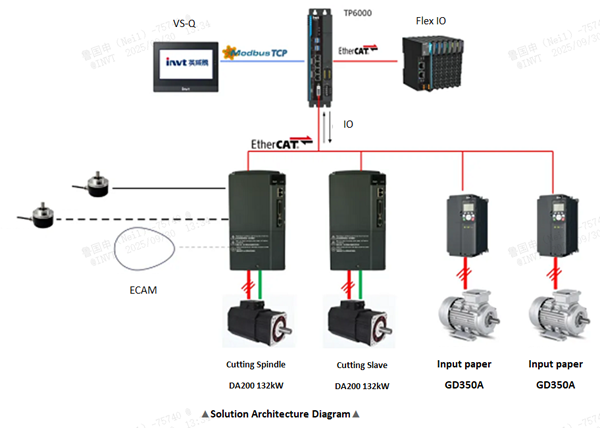
3.3 System Architecture:
The Invt system solution employs advanced TP series motion controllers, DA200 EtherCAT bus servo drives, Flex series I/O, GD350A series inverters, and VS-Q series touchscreens. Features such as high-power dual servo drive systems, power balancing technology, and built-in cross-cutting electronic cams enhance cutting precision and efficiency while minimizing paper waste.
3.4 Parameter Configuration and Debugging:
Following system installation, detailed parameter configuration and debugging were conducted. Technicians employed automated program verification to validate parameter rationality, establishing a product specification-to-parameter mapping library for rapid switching. Multi-axis synchronous calibration and dynamic response testing were performed on components including the cutting blade, lifting mechanism, and receiving unit. Combined with real-time compensation from laser displacement sensors, cutting errors were controlled within ±0.2mm, ultimately ensuring the equipment's high-precision, stable operation.
3.5 Production Operation and Monitoring:
Following system deployment, the cross-cutting machine operates stably at 150m/min under standard conditions and reaches 250m/min in high-speed mode, fully meeting enterprise demands for efficient production. Operators monitor core parameters—including spindle speed, cutting accuracy, and motor load—in real time via the HMI touchscreen while dynamically adjusting process parameters such as cutting length and pressure values. The system also supports rapid fault code identification and remote diagnostics.
4. Customer Benefits
* Efficiency and Profitability: By optimizing control algorithms and hardware configurations, the INVT PLC system solution significantly enhances production line efficiency. It achieves a maximum processing speed of 350m/min for paper over 800mm, boosting corporate competitiveness.
* Quality Enhancement: Remote encoders bypass vibration zones during cross-cutting to ensure cutting precision. When remote encoders detect no material, they seamlessly switch to near-end encoders, guaranteeing full-process cross-cutting capability. This minimizes paper waste, produces aesthetically pleasing finished products, and elevates customer satisfaction.
* Reduced O&M Costs: The cross-cut blade delivers uniform force across its width, reducing blade roller torque and extending mechanical lifespan. Remote maintenance capabilities and user-friendly debugging tools minimize on-site maintenance time and expenses, enhancing overall equipment availability.
The INVT PLC system solution fully meets the requirements for rapid, precise positioning and high-speed production in cross-cutting machine lines. It not only boosts production efficiency and quality but also lowers operational costs, helping customers gain market share and reputation while enhancing competitiveness.
With years of deep involvement in the printing and packaging industry, INVT continuously iterates and upgrades its production processes and product performance. Its core products, including frequency converters and servo systems, are not only widely adopted in cutting equipment but also deeply integrated across the entire supply chain—from packaging material lamination and high-speed labeling to intelligent printing. By deeply integrating green, low-carbon technologies with digital intelligence, Invt delivers reliable, energy-efficient, and precisely controllable solutions. This empowers printing and packaging enterprises to achieve cost reduction, efficiency gains, and quality leaps in an intensifying competitive landscape, helping them seize industry opportunities.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.

















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list