1, grinder equipment and process profile
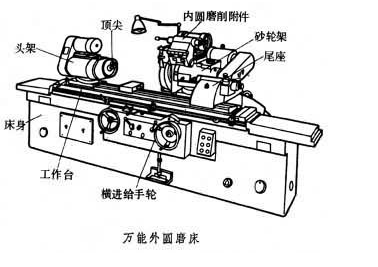
1.1 Grinder is the machine that utilizes abrasive tool to grinding the working surface. Most grinders adopt high-speed rotating grinding wheels to conduct grinding, and few grinders adopt whetstone, belt and other abrasive, and free abrasives to conduct processing, such as honing machines, ultra-finishing machines, abrasive belt grinding machines, grinding machines and polishing machine and so on.
Diagram of equipment structure
1.2 Process Introduction
In general, rotation of abrasive tool is the main movement, rotation and movement of the work or abrasive tool movement is feed movement. Grinder has gained favor of user with the features of high processing efficiency, wide application range, good adaptability, low cost, safe and easy operation and so on. Grinding is a kind of elastic grinding with the composite processing technology of grinding, polishing and other effects.

2. Grinder equipment market profile
At present, some domestic enterprises have been able to produce lower-end CNC tool grinder, high-end CNC tool grinder still relies on import. With the technology accumulation of domestic enterprises, the gap between domestic enterprises and leading international companies has been greatly narrowed. The price advantage of domestic CNC tool grinder begins to appear, import substitution in domestic demand begins to accelerate, CNC tool grinder ratio in the aspect of export is gradually increasing, and the export starts to accelerate. CNC grinder is in the industry boom period.
The current adopting servo brands in our industrial generally include: Japan YASKAWA Σ Ⅱ, Σ5 series, Mitsubishi J2S, J3, J4 series, Delta A2 series AC servo, INVT DA200 series AC servo. The AC servo requirements of CNC grinder are very harsh, 100 times continuous processing repeated positioning accuracy error ≤ 2μm, the size error after grinding ≤ 1μm, domestic grinding processing conditions are relatively poor, such as instable voltage, high temperature and humidity, high pollution and so on.
Due to the high price of imported products, after-sales service is difficult to meet customers’ requirements, which has increased a lot of trouble and burden to customer's production costs, machine reputation, service quality. Therefore, customers have been looking for domestic servo brand with more cost-effective, more timely and thoughtful service. INVT DA200 has won the customer's recognition with the super performance of high precision, high response, the whole closed-loop, cost-effective and customized service.
3. Application program introduction
3.1 The difference between full closed-loop servo system and semi-closed loop servo system
Semi-closed loop refers to the CNC system issues instructions, servo receives and then performs instructions, and the servo encoder itself feedbacks position to servo in the implementation process, the servo itself corrects the deviation to avoid deviation, but the mechanical error cannot be avoided, because the CNC system does not know it.
Full closed-loop refers to the servo receives instructions and then implements it, the location feedback device on mechanical device will direct feedback to CNC system in the implementation process. Through comparison, CNC system judges the actual deviation and sends command to servo, correcting the deviation.
3.2 Important parts of full closed loop - grating scale
Grating scale, also known as grating scale displacement sensor (grating scale sensor), is a measuring feedback device that utilizes optical principle of grating. Grating scale is often used in closed-loop servo system of CNC machines and can be used for linear displacement or angular displacement detection. The output signal of measurement is digital pulse, which has characteristics of large detection range, high detection accuracy and fast response.

3.3 Control Scheme of Semi - Closed Loop Grinder. The screw contains lead gap, there exists indeterminate errors of back and forth machining operation.
The longer mechanical drive runs, more severe the wear is, and the processing indeterminate errors will also increase.
3.4 INVT grinder control scheme
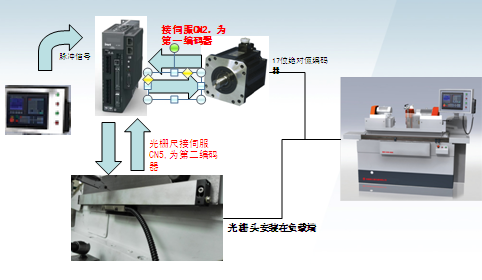
3.4.1 System Configuration Diagr
3.4.2 Electrical selection configuration
| Name | Brand | Power(KW) | Accuracy | number(set) |
| AC servo | INVT DA200 | 1 | 1 | |
| servo motor | INVT | 1 | 17 absolute values | 1 |
| Grating scale | Fagor | Resolution of 0.001mm | 1 | |
| Host computer | HUST | 1 |
3.4.3 Program advantages
3.4.3.1. Support grating scale installed in the external load side to achieve full closed-loop control, reduce the impact of mechanical transmission backlash, and ensure the machine terminal positioning accuracy.
3.4.3.2 Direct measure the external load travel; effectively overcome the dilated transmission error caused by mechanical wear.
4. Servo debugging and parameter settings
4.1 Servo wiring diagra
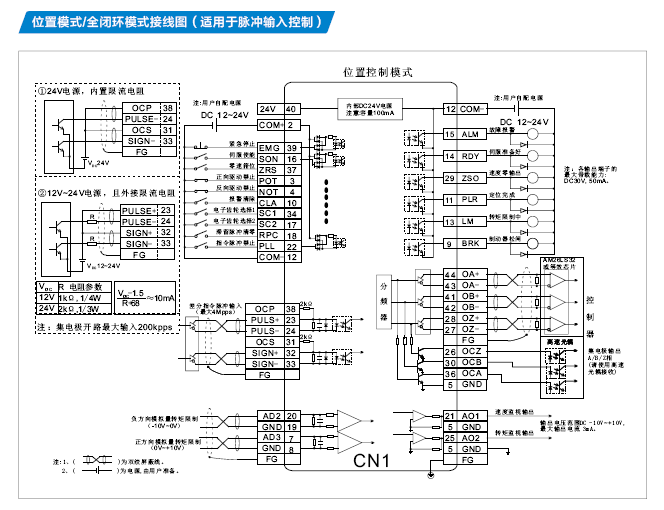
4.2 Control line signal wiring
The control module is NPN type (common cathode)
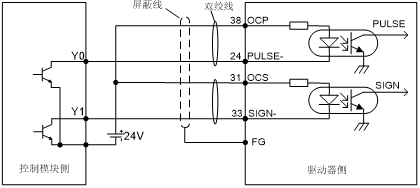
If you do not need the direction signal, you can just connect 38 feet OCP then 24V + and 24 feet PULSE- then PLC pulse output.
4.3 Servo parameter setting table

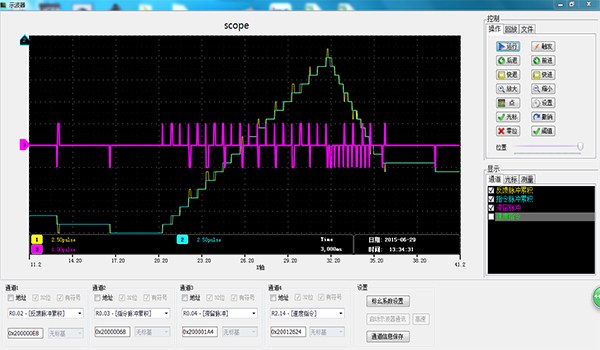
4.4 USB communication on-line oscilloscope channel waveform
4.5 Main steps of servo debugging:
4.5.1. The mode is set to full closed loop, P0.03 = 6.
4.5.2. Set the correct electronic gear ratio; P0.22 is set to 0. Motor is 17-bit absolute value, external grating scale frequency division numerator P4.60 is set to 131072. The distance of motor turns around while the screw travels a circle is 5mm, grating scale has a resolution of 1um, and the external grating scale frequency division denominator P4.61 is set to 5000.
4.5.3. Learn the inertia well, open the online inertia setting valid, P1.00 = 1. Keep P1.01 consistent to the observed value, otherwise, continue to learn.
4.5.4. Increase the gain, this machine rigid P1.03 adjusted to 17.
4. 5. 5 switch configuration: DI1 for reverse drive disabled, DI2 for the forward drive disabled. P3.40 = 1.DI6 is enabled, DO3 is fault output.
4.6 Common problems and handling of servo
Full closed loop applications in occasions is easy to gallop when it’s inappropriate, first P4.62 set the grating scale direction to be consistent with the servo motor, if it’s not the same, it’s needed to reverse the direction, otherwise it will gallop. In addition, the p4.33 position tolerance pulse range can be set to a suitable value, the default value is 100000. At the same time the maximum speed limit P4.31 can also be set to the appropriate value.
This can prevent galloping caused by misoperation, such as if the enabling is off, the upper has been pumping pulse, servo will alarm when it surpasses p4.33, which can prevent the phenomenon of galloping with the addition of enabling.
5. Program summary:
a) Repeated positioning accuracy is controlled in 2um or less to meet the customer's requirements.
b) Compared with the semi-closed loop control, semi-closed loop machine has no mechanical wear, although the compensation can be used to overcome the screw lead gap, but after a long time, the wear degree is uncertain, processing error increases, and the whole closed-loop system can solve the mishap problem well and create the greatest value for customers.
c) Full closed-loop function endows DA200 the obvious advantages in movement accuracy, output flexibility, speed and acceleration control, and break the ice of import servo and promote it become the industry leader.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list