Summary: In this case,through introducing INVT GD5000 medium voltage variable frequency drive applied to internal mixer in the Thailand to illustrate VFD drive meeting with rubber mixing requirements and powerful overload capacity. Especially significantly energy saving.
Keyword: GD5000, medium voltage drive, internal mixer, energy saving, torque response
1.Project introduction and analysis
In Thailand rubber plant, there is coking production line used DC driver and DC motor driven internal mixer.
Using DC driver and DC motor have below disadvantages:
1)Large system maintenance work and high maintenance cost.
DC motors have brushes and require regular inspection and maintenance. The maintenance work will take long time. Due to the long-term operation of the mixer, the brush should be replaced regularly even if it is not damaged. The cost of maintenance and replacement will high.
2)Low reliability.
DC motors have brushes, and these brushes are mechanical mechanisms. In the long-term operation of the system, the brushed mechanical structure will be damaged, resulting in the shutdown of the whole system and low reliability of the whole system.
So the customer want to replace the old DC driver and DC motor with VFD and synchronous motor.
2. System Configuration
2.1 Motor introduction.
Detailed motor parameters are list as follow:
Table 1.Internal mixer motor Parameters
| Motor Model | Power | Rated Voltage | Rated Current | Rated Speed | Power Factor | Load Type |
| YPS710-6 | 2500KW | 10kV | 175A | 1000RPM | 0.85 | Internal mixer |
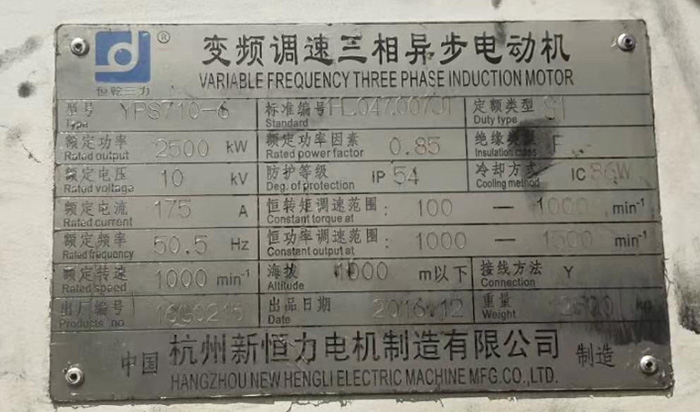
Figure 1.The internal mixer motor nameplate
2.2 System solution.
Based on INVT experience on rubber industry VFD renovation project, INVT can supply whole solution for the customer.
According to customer demand, the VFD consists of gear switch cabinet, transformer cabinet, power cell cabinet and control cabinet with PG card. The GD5000 VFD has function of local/remote button and emergency stop button on control cabinet.
INVT suggest VFD solution:
Table 2.MVD for internal mixer
| VFD Model | Power | Rated Voltage | Rated Current | Quantity | Remark |
| GD5000-A3150-10-D01 | 2500kw | 10KV | 152A | 1 | Wth PG card |
Main systme diagram:
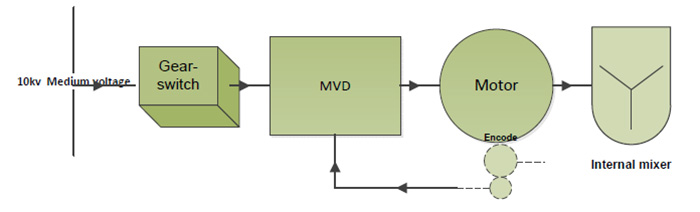
Figure 2.The system diagram

Figure 3.The internal mixer


Figure 4.The internal mixer VFD
3. Application and Advantage
After using VFD, there are some major advantages as follow:
1.Increase grid line power factor.
The grid line power factor is over 0.97. It can increase efficiency of the grid.
2.Energy saving.
The internal mixer and it’s system is running at optimal situation and can save energy. From the site real running situation, the energy saving ratio is about 30% by roughly calculate.
3.Perfect output waveform.
Output waveform is perfect, less than 2% of distortion.
4.Prolong motor working life time.
VFD can keep motor running at optimal situation.
5.Powerful overload capacity and fast torque response.
The VFD can meet with internal mixer requirement which is 200% of rated current last 1minute. The VFD with encoder can meet the periodic torque fluctuation of internal mixer.
4. Conclusion
Compared with old technology, the VFD driven method has many advantages. Especially high reliability, powerful overload capacity and significant energy saving. The transformational VFD system works very well, customers are satisfied with INVT solution and INVT VFD met with customer’s requirements.
References
[1] GD5000 Series Medium-voltage Variable Frequency Speed Control System Manual. Shenzhen INVT Electric CO., LTD.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list