Abstract: This article mainly introduces the mature application of INVT control system (AX medium-sized PLC + DA200 high-performance servo + GD20 cost-effective inverter) on high-speed continuous roll bag making machine. The high-speed continuous roll bag making machine is produced by the film blowing machine of the previous process equipment The finished product undergoes a series of process operations such as fixed-length incision and pressing and sealing, and is wound on a paper tube in a fixed number of stations, which is the finished product of fresh-keeping bags used in our homes or shopping malls.
Keywords:AX70 , DA200 , Goodrive20 , bag making machine
1. Introduce
The high-speed continuous roll bag making machine is suitable for producing all kinds of plastic film fresh-keeping bags of different sizes and thicknesses. The bag making machine integrates mechanical, electrical, optical, and pneumatic, highly mechanized and automated equipment. As shown in the figure below, the bag making machine is running automatically at high speed.

Figure 1:bag making machine
With the rapid development of the packaging industry, more and more manufacturers hope to enhance product competitiveness by improving the production efficiency of bag making machines. With the increasing demand for multi-variety and high-quality packaging bags, customers have put forward higher requirements for the control system of the bag making machine. In view of the fact that the original control system of the bag making machine cannot meet the high efficiency requirements of the new process, INVT introduced high-speed continuous rolls bag making machine control system. The system adopts INVT medium-sized PLC system integration products, and integrates application development through the overall system packaging method. The normal working efficiency of the equipment is 250 units/min, and the fastest is as high as 280 units/min.
2. Equipment structure and process
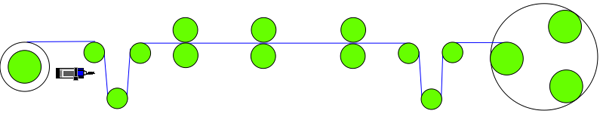
Figure 2:The main structure of the bag making machine
Process flow: servo unwinding—ultrasonic roll diameter detection—unwinding swing rod adjustment—rear traction inverter—rear storage rack photoelectric—Mechanical cam feeding photoelectric—Servo feeding—Cutter frequency conversion—Front storage rack photoelectric—Front traction inverter—Rewinding pendulum bar adjustment—Station switching servo—Paper roll machine—Three rewinding servo—Fresh bag finished product.
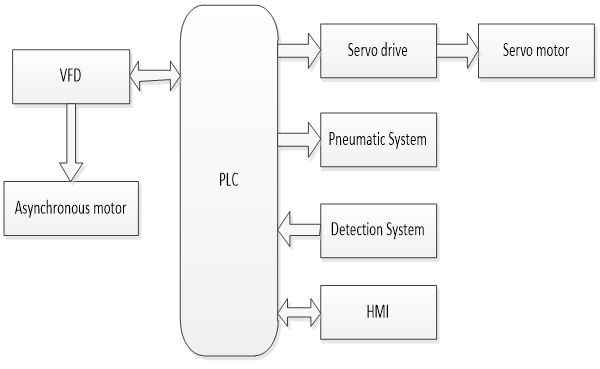
3. Electrical configuration
INVT SYSTEM PRODUCT CONFIGURATION:
Bag making machine device Electrical configuration | ||
Equipment | Model | Qty.(pcs) |
Medium PLC (CPU) | AX71-C-1608P | 1 |
Medium PLC (power module) | AX-PWR | 1 |
Medium PLC (expansion module) | AX-EM-1600D | 3 |
Medium PLC (expansion module) | AX-EM-0016DP | 2 |
Medium PLC (4AD module) | AX-EM-4AD | 1 |
VFD(cutter) | GD20-1R5G-4 | 1 |
VFD(forward and backward traction) | GD20- 0R7G-4 | 2 |
Servo drive (feeding) | SV-DA200-3R0-4-N0 | 1 |
Servo motor (feeding) | SV-ML06-3R0G-4-1A0 | 1 |
Motor cable (feeding) | DAML-150-05-BBA-00 | 1 |
Encoder cable (feeding) | DBEL-15-05-B0-0100 | 1 |
Servo drive (unwinding, turning) | SV-DA200-1R5-4-N0 | 2 |
Servo motor (unwinding, turning) | SV-ML06-1R5-4-1A0 | 2 |
Motor cable(unwinding, turning) | DAML-075-05-BBA-00 | 2 |
Encoder cable(unwinding, turning) | DBEL-15-05-B0-0100 | 2 |
Servo drive (winding) | SV-DA200-0R7-4-N0 | 3 |
Servo motor (winding) | SV-ML06-0R7-4-1A0 | 3 |
Motor cable(winding) | DAML-075-05-BBA-00 | 3 |
Encoder cable(winding) | DBEL-15-05-B0-0100 | 3 |
HMI | VS070 | 1 |
4. System analysis
The current demand for fresh-keeping bags is huge, and the corresponding requirements for the bag making machine equipment are also high efficiency and high precision. For example, when the servo is moving at a fixed length, the position is required to be accurate and the response must be fast to improve the efficiency and cut the film. Good quality. In order to improve production efficiency and open up foreign markets, it is now basically required that the speed be above 200 to be competitive. This has very high requirements for the start of the servo motor, as well as very high control accuracy requirements. For the high-speed response of motion control, the servo drive is equipped with an industrial Ethernet bus.
5. System debugging
During the commissioning of the high-speed continuous bag making machine, the PLC and the servo are connected through the EtheCAT bus. Among them, the unwinding shaft and the three rewinding shafts are in speed mode, and the feeding shaft and the rotating shaft are in position mode.
The following is the content for servo debugging:
1、The drive restores the factory default values, and then determines the control mode, Ethercat position cycle synchronization mode.
2、When the equipment is unloaded, confirm whether the direction of the servo axis is correct.
3、In the loaded state, inertia recognition is performed online.
4、In order to reduce the error and increase the accuracy, adjust the appropriate rigidity, gain and speed feed forward.
The following is the content for PLC debugging:
1、The bus control mode, the axis control frame is built, and the control is convenient.
2、Initialization of the bus self-check to ensure that the system is normal after each power-on, and the start and stop are smooth.
3、Initialization of the whole machine, standardize the initialization of the whole machine by the operator, prevent misoperation, etc., and reduce the failure rate.
4、Combining system performance, program logic and algorithm processing, make the equipment efficient and stable production operation.
The following are the indicator parameters of the system:
Bag length | Common specifications 500-550mm,other specifications can be set according to requirements |
Cutting accuracy | ±1mm |
Running speed | 250 pcs/min stable production, up to 280/min, reserved 280-300 pcs/min |
PID | The system has built-in PID automatic adjustment, stable adjustment and fast response |
Winding method | Three-station automatic rewinding, high efficiency |
6. System advantages
* Control mode: The commonly used bag-making machines on the market all use the function of PLC to send pulses for position positioning, which is cumbersome and has low stability. The INVT AX series of medium-sized PLC and servo are controlled via EtherCAT bus, eliminating the need for more wiring in the electrical cabinet, and combining high-speed bus with motion control algorithms to ensure real-time computing, high responsiveness and stability.
* Optimized the effect of the unwinding process: due to the large changes in the roll diameter and inertia on the unwinding side, the high-speed start-stop servo is easy to report overload faults. The system performs ramp processing for the start and stop of the unwinding and unwinding. The INVT system starts and stops directly at 250 units/min. It is stable and will not be overloaded due to instant start and stop.
* Optimize the processing method of the swing rod on the side of the traction roller: the swing rod effect of the traditional equipment has a jitter phenomenon, and the linear speed synchronization algorithm is used for real-time compensation. The swing rod is small and the bag-making accuracy is high.
* Optimize the effect of feeding servo: high-speed bag making machine has high requirements for feeding servo, because the servo needs to be fast and stable to complete the feeding task. The speed is easy to pull the film, and the slow speed cannot reach the cutting length. This system has undergone characteristic curve planning and The performance optimization of the servo parameters can well realize the feeding task.
* Production efficiency: Using motion controller, EtherCAT bus and program systematic programming processing, the maximum speed can reach 280 pieces/min, which greatly improves production efficiency.
* After-sales maintenance: less wiring and easy troubleshooting. The program structure is simple, and the motion control function block omits a large amount of calculation work of a small programming PLC, which is convenient for customers to change and maintain.
* Follow-up development: Lay the foundation for the follow-up development of new models for customers, such as the development and application of the later two-channel continuous roll bag making machine.
7. Ending
The commissioning of this high-speed continuous-rolling bag making machine fully meets the needs of customers. Through bus control, customers do not need to wire and modify the parameters less. It is also more convenient for customers to debug and modify themselves in the future. The entire system of our company fully meets the performance requirements of imported products on the bag making machine. The customers are very satisfied with the efficiency and accuracy of the debugging effect, and the inspection and delivery are sent to the Malaysian terminal customer site.
References:
[1] 《DA200 Operation Manual》 SHENZHEN INVT ELECTRIC CO.,LTD
[2] 《AX70 Operation Manual》 SHENZHEN INVT ELECTRIC CO.,LTD

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list