Fans:
There are many kinds of fans in the cement plant. For example, Raw- material mill ID fan/ Coal mill ID fan/ Cement mill ID fan/ Preheater high-temperature fan/ Kiln end fan / Kiln head fan/ the grate cooler/ separated fan and transport power fan. These fans consume a lot of energy.

The diagram below shows a typical fan characteristically which is a function of pressure and volume flow. Also, what show is a typical system; the operating point of the system is at the intersection of those two curves. If the required volume of air is deviating from this point, the fan or system characteristic needs to be changed.
Traditionally, the most common way of changing the operating point is by using a damper which alters the system characteristic (operating point moves from position 1 to 2, see Fig.1 increa¬sing the system losses. However, increasing or decreasing the fan speed with a variable speed drive will change the fan characteristic itself (point of operation moves from position 1 to 3, see Fig.2 without adding additional losses. The energy consumption can be reduced significantly.
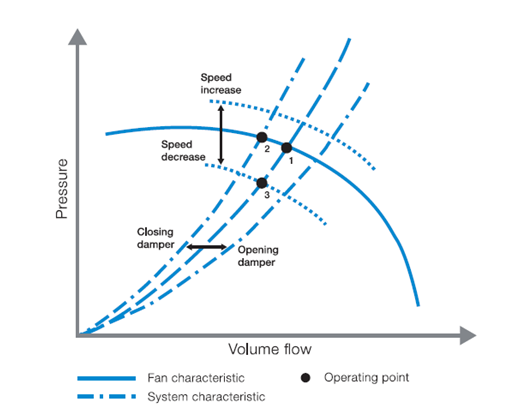
Fig. 1 Typical fan characteristic operating point
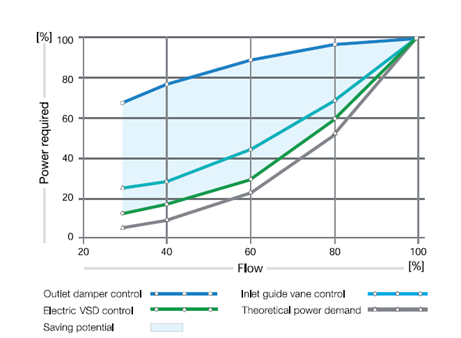
Fig.2 Power consumption for various fan control methods

Fig.3 Different fans in the cement plants
The advantage of INVT VFDs driving:
1.Significant energy savings
Almost all of the fans were directly driven by grid power. So, the speed of running fan can’t change. Actually, these fans do not always run at rated speed. After using VFD fans running at Optimum operating condition, there is significant energy saving. From site running date, some fans energy saving can reach 60%.
2.Improve process control
The wide range of speed control from 0 to rated rpm. The fans can run at any speed state according to actual requirements.
3.High availability
4.Reduced maintenance costs

Fig.4 INVT VFDs for fans

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list