1. Fundo
A máquina de dobra é usada para processar papel cru em rolos em tecidos de puxar do tipo faixa, também conhecidos como máquinas de tecido de puxar. Ela é o equipamento central para produzir tecidos de puxar, e sua importância é evidente. O mercado tradicional de máquinas de dobra há muito é dominado por marcas estrangeiras. No entanto, com o rápido desenvolvimento do mercado e os avanços contínuos na tecnologia das máquinas de dobra, as demandas das empresas nacionais por máquinas de dobra mudaram significativamente. Hoje, as empresas não só buscam maior capacidade de produção e processos mais flexíveis, como também dão mais ênfase ao controle de custos. Diante desse cenário, a solução do sistema INVT surgiu, oferecendo uma solução localizada de alta qualidade para atender às necessidades abrangentes das empresas por máquinas de dobra.
2. Problemas do cliente
Capacidade de produção insuficiente: a velocidade atual de produção da máquina de dobra do cliente não pode ser aumentada. É necessária uma solução servo completa para aprimorar o tempo de ciclo e ganhar competitividade.
Baixa flexibilidade de processo: as máquinas de dobra tradicionais envolvem operaçõ es complexas ao ajustar os parâmetros do processo, o que dificulta adaptar a produ ção de tecidos com diferentes especificações e materiais.
Custos elevados: os altos custos de manutenção e o consumo de energia aumentam os custos de produção, afetando negativamente a competitividade das empresas.
Para resolver essas questões, a empresa decidiu adotar a solução do sistema Invt para alcançar uma atualização eficiente e inteligente da máquina de dobrar.
3. Princípio do Equipamento
Alimentação de papel:O papel bruto é entregue à estação de prensagem próxima à unidade principal, dividido em estações de alimentação frontal e traseira, que operam de forma sincronizada com os rolos da unidade principal.
Corte de papel:A unidade principal é composta por rolos de alimentação frontal e traseira, cada um equipado de forma uniforme com 3 arestas de corte. Cada rotação dos rolos fornece 3 folhas de papel, totalizando 6 folhas.
Recebimento de papel:Primeiro, o separador frontal de papel e o mecanismo de elevação frontal recebem o papel. A razão de sincronização entre o mecanismo de elevação frontal e o fuso principal é ajustada com base na conversão de espessura.
Dobra da ponta:O separador traseiro de papel e o mecanismo de elevação traseiro realizam a dobra da ponta. A distância entre os pontos de inserção traseiro e frontal é ajustada de acordo com os parâmetros. Durante o processo de recebimento de papel do mecanismo de elevação frontal, o mecanismo de elevação traseiro sincroniza com a velocidade de descida do mecanismo frontal para evitar colisões.
Transferência:Quando as condições definidas são atendidas, a plataforma de transferência assume a tarefa de recebimento de papel. A razão de sincronização entre a plataforma de transferência e o fuso principal é calculada com base na espessura. Como a plataforma de transferência está localizada abaixo do mecanismo de elevação traseiro, o separador de papel traseiro e o mecanismo de elevação traseiro retraem durante a subida da plataforma de transferência para evitar colisões.
Separação de Papel:Depois que a plataforma de transferência recebe o papel e atinge as especificações definidas, o separador de papel traseiro e o mecanismo de elevação traseiro primeiro inserem para separar o papel, seguido pela inserção do separador de papel frontal e do mecanismo de elevação frontal para receber o papel.
Descarregamento de Papel:Enquanto o separador de papel frontal e o mecanismo de elevação frontal recebem o papel, o separador de papel traseiro e o mecanismo de elevação traseiro acompanham a plataforma de transferência para colocar as tiras acabadas de lenços do tipo “puxar” na esteira transportadora.
4. Arquitetura da Solução
Principais Desafios
As limitações da estrutura mecânica das soluções tradicionais tornam impossível aumentar a velocidade. As soluções de sincronização e posicionamento envolvem inúmeros parâmetros de depura ção com relações de baixo acoplamento, o que resulta em alta dificuldade e depuração demorada.
Ao produzir produtos com especificações diferentes, os parâmetros da came variam, levando a diferentes limites superiores para a velocidade principal. Se a velocidade principal estiver alta demais durante a ação coordenada de corte de papel dos eixos, as ações podem não sincronizar, causando alarmes ou colisões, o que resulta em tempo de inatividade e perdas econômicas para o cliente.
Abordagem da Solução
Modifique a estrutura mecânica e adote um método de controle eletrônico de came por servo. Otimize o método de cálculo para reduzir a configuração de parâmetros, exigindo apenas a depuração de alguns pontos de came para concluir a configuração.
Ao produzir produtos de diferentes especificações com parâmetros de came correspondentes, o limite superior da velocidade principal varia. Para garantir que todos os eixos possam sincronizar durante a ação de corte do papel, o programa calcula o ciclo de todas as ações para determinar a velocidade principal máxima e a limita, reduzindo assim alarmes e tempo de inatividade.
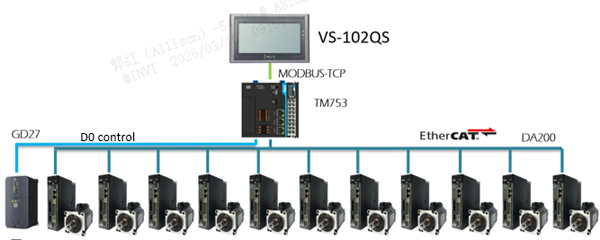
Arquitetura do sistema
A solução do sistema Invt utiliza controladores avançados de controle de movimento TM753, acionamentos servo DA200 em rede EtherCAT e telas sensíveis ao toque VS-102QS. Por meio da funcionalidade de came eletrônica e da sincronização composta de múltiplos eixos, alcança dobragem em alta velocidade, separação do papel e dobra da cauda.

5. Benefícios ao Cliente
Eficiência e Rentabilidade:A eficiência máxima de processamento atinge 120 metros por minuto ou 20 tiras por minuto, aumentando a eficiência da produção em 20%. Isso reduz os custos unitários e melhora a competitividade.
Melhoria da Qualidade:O processo cam garante uma coordenação de ação mais suave, eliminando problemas como papel flutuando ou falta de papel. A consistência da posição é maior, resultando em produtos finais dobrados com precisão e com aparência esteticamente agradável.
Redução dos Custos de Depuração e Manutenção:Parâmetros de processo otimizados tornam a depuração no local mais conveniente, reduzindo o tempo de depuração de 3-7 dias para 0,5-1 dia. O cálculo automático da velocidade principal máxima reduz em mais de 80% as taxas de tempo de inatividade e de manutenção pós-venda, conquistando ao cliente uma excelente reputação.
A solução do sistema INVT tem demonstrado resultados notáveis em aplicações práticas para um cliente de impressão e embalagens. A máquina de dobra opera atualmente de forma estável a 100 m/min, com velocidades elevadas atingindo 120 m/min, atendendo plenamente às necessidades do cliente. Ela se destaca pela estabilidade e facilidade de operação, solucionando os desafios do cliente e ajudando-o a ganhar participação de mercado e reputação. Isso garante uma produção estável para as fábricas finais, gerando valor econômico e social significativo.
Além disso, este projeto destaca as capacidades de solução abrangente da Invt. Além da solução para a linha de dobra, a Invt também oferece soluções para máquinas de corte de papel, máquinas de empacotamento unitário, máquinas de empacotamento em lote, linhas de rebobinamento e selagem e outras soluções completas de linhas de máquinas de papel, bem como soluções para outras indústrias. Isso oferece suporte em escala completa aos clientes, ajudando as empresas a alcançarem um desenvolvimento de alta qualidade.






Nosso site utiliza cookies para oferecer a você uma melhor experiência de navegação. Ao continuar a navegar no site, você concorda com o uso de cookies de acordo com nossa Política de Cookies.















 Compartilhar
Compartilhar
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Voltar à lista
Voltar à lista





