Resumo: Para atender às necessidades de máscaras durante o período especial da epidemia, a Jiefeng Machinery desenvolveu um sistema de máquina de solda de borda de máscara N95 semiautomática. Ela adota descarga manual, conversor de frequência e posicionamento de placa de indexação, borda de soldagem ultrassônica e corte automático por manipulador robótico. O esquema comumente usado é usar o servo drive com a função de came eletrônico para realizar a sincronização e posicionamento mestre-escravo, o que é difícil de programar e tem um longo período de desenvolvimento. Como a Jiefeng Machinery desenvolve apenas um sistema de estação única e busca um ciclo de desenvolvimento mais curto, ela escolhe um conversor de frequência mais placa de indexação para obter o posicionamento. O sistema é simples em processo e programação e pode ser rapidamente colocado na produção de máscaras.
Palavras-chave: Máquina de solda de bordas de máscara N95, manipulador robótico, IVC1L, placa de indexação
1. Introdução:
O sistema inclui um IVC1L PLC, VS IHM e GD20 VFD. O modo de comunicação 485 é usado entre IHM, PLC e VFD. Altere a frequência através do HMI e altere a velocidade do motor. O motor gira com a placa de índice e se move regularmente de forma stop-and-go. Evite o impacto da peça de mão ultrassônica, manipulador e plataforma giratória. Adicione o bit de segurança start-stop do inversor. O PLC coordena as ações do VFD, módulo ultrassônico e cilindro do manipulador.
2. Requisitos de controle
O sistema de máquina de solda de borda de máscara N95 semiautomática é dividido em três partes, a primeira parte é a estação de carrossel de alimentação, a segunda parte é a estação de soldagem ultrassônica e a terceira parte é a estação de descarga do manipulador. Entre elas, a estação de alimentação é controlada pelo conversor de frequência Goodrive20 com placa de indexação. Existem 6 estações no total. A máscara N95 é dobrada manualmente e colocada no molde da plataforma giratória. A estação ultrassônica é um sistema independente, nosso PLC só precisa dar os sinais de início e parada ao módulo. A estação de descarga do manipulador consiste em três grupos de cilindros, os cilindros para frente, para cima e para baixo e os cilindros de garra. As ações coordenadas dos cilindros completam a descarga da máscara.
As vantagens deste sistema são:
* O ciclo de desenvolvimento é curto e leva cerca de 4 dias para escrever o programa, depuração no local e entrega normal;
* Comparado com a máquina de solda de borda comum, o fator de segurança é alto e a velocidade de operação pode ser ajustada a qualquer momento no estado de operação.
* A pós-manutenção é simples, o tempo de atraso da ação das três estações, após a depuração ser concluída, não há necessidade de alterá-lo. Outros dispositivos também precisam apenas copiar diretamente os parâmetros do sistema e o tempo de atraso. Contanto que os interruptores mecânicos e fotoelétricos estejam alinhados, o equipamento pode ser colocado diretamente em produção sem ajuste.
* VFD com módulo de placa de indexação:
O princípio de funcionamento da placa de indexação: através do came conjugado no eixo de entrada e da placa de indexação com rolamentos de agulha uniformemente distribuídos no eixo de saída, não há folga e engrenamento vertical, e a seção curva da superfície do perfil do came aciona o rolamento de agulha na placa de indexação Aciona a placa de índice para girar, a seção de linha reta faz com que a placa de índice fique parada e autotravando no posicionamento. O sistema tem um total de 6 estações, e o posicionamento é concluído a cada 60°. Desde que a posição da peça de mão ultrassônica e da ferramenta abrasiva esteja alinhada mecanicamente, o movimento periódico de posicionamento pode ser executado.

Figura 1. Módulo de placa de indexação
* Módulo de soldagem de borda ultrassônica:
O módulo ultrassônico tem seu próprio controlador, que realiza a ação de soldagem a ponto através do cilindro de ar e do botão de início da onda sonora. Nosso IVC3 só precisa iniciar o sinal de comutação para a onda ultrassônica.

Figura 2. Módulo de soldagem de borda ultrassônica
* Módulo manipulador
O manipulador completa a ação de descarga automática, que é realizada pelos cilindros dianteiro e traseiro, para cima e para baixo e de fixação da mandíbula. Entre eles, os interruptores de proximidade são adicionados aos cilindros dianteiro e traseiro e aos cilindros inferiores, respectivamente, que são usados para a posição de julgamento de segurança da próxima ação do inversor

Figure 3. Manipulator module
3. Realização do controle do sistema
3.1. Fluxograma do processo da máquina de soldagem de bordas de máscara N95
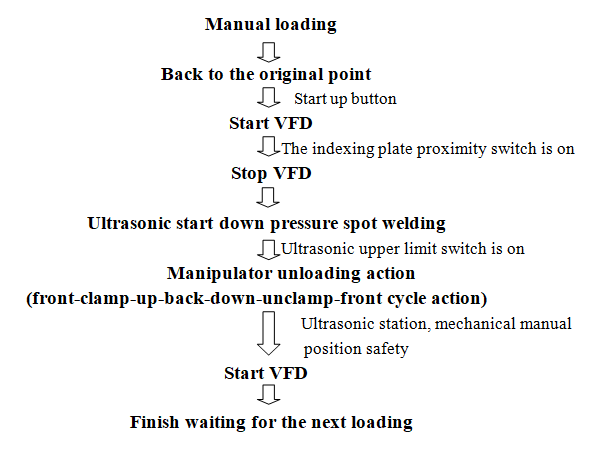
3.2. Configuração elétrica
Nome | Modelo | Qtd. |
CLP INVT | IVC1L-2416MAT | 1 |
Inversor de frequência INVT | GD20-0R75 | 1 |
IHM INVT | VS070HE | 1 |
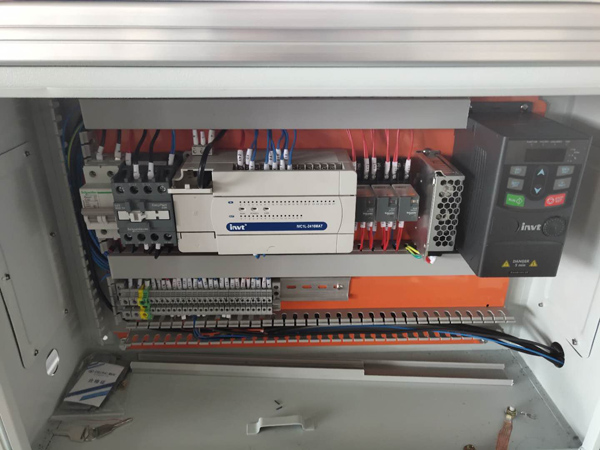
Figura 4. Gabinete elétrico
3.3. Parâmetros-chave do VFD
| Código de função | Nome | Valor | Código de função | Nome | Valor |
| P0,00 | Modo de controle de velocidade | 2 | P2.06 | Resistor do estator do motor | |
| P0,01 | Executar canal de comando | 1 | P2.07 | Resistor do rotor do motor | |
| P0,03 | Frequência de saída máx. | 80 | P2.08 | ||
| Indutância de fuga do motor | |||||
| P0,04 | Limite superior da | 80 | P2.09 | Indutância mútua do motor | |
| frequência de execução | |||||
| P2,00 | Seleção do tipo de motor | 0 | P2.10 | Corrente sem carga do motor | |
| P2.01 | Potência nominal do motor | 370 | P5.01 | Função do terminal S1 | 1 |
| P2.02 | Frequência nominal do motor | 50/60 | P0,06 | Um comando de frequência | 8 |
| P2.03 | Velocidade nominal do motor | 1400 | P14,00 | 1 | |
| Endereço de comunicação local | |||||
| P2.04 | Tensão nominal do motor | 220 | P14.01 | taxa de transmissão | 4 |
| P2.05 | Corrente nominal do motor | 1,9/1,8 | P14.02 | Checkout de bits digitais | 1 |
| P0,11 | Tempo de aceleração | 0,1 | P0,12 | Tempo de desaceleração | 0,1 |
3.4. Considerações sobre depuração
O tempo de aceleração e desaceleração do motor é definido em cerca de 0,1s-0,2s. Se o tempo for muito longo, o motor não poderá ser parado a tempo, resultando em alinhamento impreciso da estação. Definir o tempo de desaceleração muito curto pode causar overshoot. O tempo de aceleração e desaceleração e os sinais da placa de indexação precisam ser ajustados com precisão, para que os movimentos possam ser suaves e as posições de trabalho possam ser alinhadas.
4. Fim
O sistema é uma máquina de máscara semiautomática, a eficiência de produção não é muito alta, mas o custo mecânico e o custo de desenvolvimento são muito baixos, a programação e a depuração levaram um total de 2 a 3 dias e podem ser rapidamente colocadas em produção. O principal problema encontrado durante o teste é o uso do módulo ultrassônico. A junta de soldagem por ressonância ultrassônica não pode ser projetada casualmente. É necessário usar a junta de soldagem original ou a junta de soldagem testada pelo fabricante. A ação é principalmente a cooperação dos três cilindros do manipulador, e a posição de segurança pode evitar a colisão das três estações.



Nosso site utiliza cookies para oferecer a você uma melhor experiência de navegação. Ao continuar a navegar no site, você concorda com o uso de cookies de acordo com nossa Política de Cookies.


















 Compartilhar
Compartilhar
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Voltar à lista
Voltar à lista







